+ 86-17751196112 |+ 86-512-58916707.
- полный
- Название продукта
- ключевое слово
- Модель продукта
- Краткое описание продукта
- Описание продукта
- Полнотекстовый поиск
 Pусский
PусскийПросмотры:0 Автор:Pедактор сайта Время публикации: 2020-09-07 Происхождение:Работает








Бутылки из ПЭТ для выдувного формования можно разделить на два типа: первая - это бутылка под давлением, такая как бутылка, наполненная газированными напитками; другой - бутылка без давления, такая как бутылка, наполненная водой, чаем, пищевым маслом и т. д.
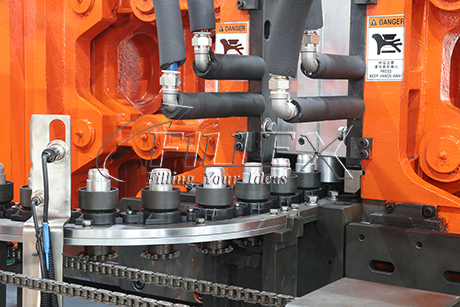
В настоящее время производителиАвтоматические выдувные машины для ПЭТв основном импортируются из французской компании SIDEL, немецкой компании KRONES и производятся внутри страны FILLEX. Хотя производители разные, принципы их оборудования схожи и обычно включают пять частей: система подачи заготовок, система нагрева, система выдувания бутылок, система управления и вспомогательное оборудование.
Важными факторами, влияющими на процесс выдувного формования ПЭТ-бутылок, являются преформа, нагрев, предварительная выдувка, форма и производственная среда.
При изготовлении выдувных бутылок ПЭТ-стружка сначала формуется под давлением в преформы. В соответствии с Национальным законом о безопасности пищевых продуктов вторичные переработанные материалы не должны использоваться для упаковки пищевых продуктов и фармацевтических препаратов. Преформы, полученные литьем под давлением, необходимо хранить более 24 часов, прежде чем их можно будет использовать. Заготовки, которые не были израсходованы после нагрева, должны храниться более 48 часов перед повторным нагревом. Преформы нельзя хранить более шести месяцев.

Преформа нагревается в нагревательной печи, а ее температура устанавливается вручную и автоматически регулируется. В печи дальний инфракрасный свет, излучаемый трубкой лампы дальнего инфракрасного диапазона, нагревает излучение преформы, а вентилятор в нижней части духовки выполняет термоциклирование, чтобы сделать температуру в духовке однородной. Заготовка вращается, продвигаясь вперед в печи, так что стенка преформы нагревается равномерно. Нагрев духовки контролируется количеством включенных ламп, общей настройкой температуры, мощностью духовки и степенью нагрева каждой секции.
Предварительный обдув ввыдувная машина для ПЭТ бутылокe - очень важный этап в двухэтапном методе выдувания бутылок. Это означает, что предварительный выдув начинается, когда вытяжной стержень опускается во время процесса выдувного формования, так что преформа принимает форму. Положение перед продувкой, давление перед продувкой и скорость потока в этом процессе являются тремя важными факторами процесса. Форма бутылки для предварительного выдувания определяет сложность процесса выдувного формования и качество бутылки.
Вспомогательное оборудование в основном относится к оборудованию для поддержания постоянной температуры формы. Постоянная температура пресс-формы играет важную роль в поддержании стабильности продукта. Как правило, температура корпуса бутылки высокая, а температура дна бутылки низкая.
Качество производственной среды также оказывает большее влияние на корректировку процесса. Постоянные температурные условия могут поддерживать стабильность процесса и стабильность продукта. Выдувное формование бутылок из ПЭТ обычно лучше при комнатной температуре и низкой влажности.
Процесс выдувного формования ПЭТ-бутылок адаптирован для соответствующего материала. Если материал плохой, требования к процессу очень жесткие, и даже квалифицированную бутылку трудно выдуть. Очень важно выбрать надежныйзавод по производству выдувных машин для бутылок. FILLEX профессионально занимается производством выдувных машин для бутылок, и наши усилия воплотят ваши идеи в жизнь.